热点资讯
- 兰州市SKD61精拉光园保质稳定
- 上海08X17H13M2T销售点复检出货
- 浙江50crv4锻圆、锻圆价格实惠
- 2024湖州46Si7弹簧钢研磨杯、46Si7料测成分数据##益锋钢材
- 金山老式相机回收 金山诚信回收商家回收老衣服
- 运城市汽车钢BP380标准、BP380成分含量多少#2024恒鑫报价
- 驻马店K640国标高温合金钢渗碳处理、K640是什么材料##鼎盛报价
- 北京市海淀区北太平庄槽钢 北京市海淀区北太平庄槽钢厂家 北京市海淀区北太平庄钢材市场
- 2023聊城X12NiCrSi35-16磨光圆、X12NiCrSi35-16行情走势##鼎盛钢材
- 肥城发电机租赁附近发电机租赁公司7X24小时服务
- 欢迎点击/马山发电机出租赁
- 惠州Q355CHE340AH型钢欧标规格
西藏零售机械设备伺服式PLE60-125二段伺服减速箱
文章来源:ymcdkj
发布时间:2024-04-28 02:56:52
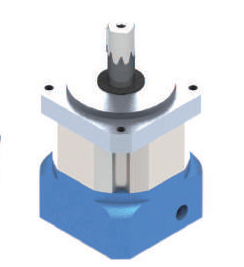
西藏零机械设备:伺服式PLE60-125二段伺服减速箱
误解一:不锈钢不会生锈,生锈的就不是不锈钢我们知道,普通破钢碳钢与大气中的氧发生反应,在金属表面形成氧化膜,然后继续进行氧化,使锈蚀不断扩大,形成千层糕式的腐蚀物,直至烂穿。当然,人们可以利用油漆或耐氧化的金属(锌、镍和铬)进行电镀来保护碳钢表面,这种保护的保护层仅是一层薄膜,如果保护层被破坏,下面的钢便又始锈蚀。但不锈钢不同,当它的含铬量达到12%左右,与大气接触,在钢的表面会产生一层钝化膜(Cr2O3),它是致密的富铬氧化物.有效地保护着不锈钢的表面,特别是能防止进一步氧化。
西藏零机械设备:伺服式PLE60-125二段伺服减速箱
在“选型”流程的初始界面,需要输入4个关键信息:
1)应用类型
选择“连续工作”或“循环运行”。任何在某一方向上运行四小时或更长时间而不停止或不改变速度的应用场合均可视为连续工作。所有其他应用场合,包括那些运行时间超过四个小时,但改变运转方向的可视为循环运行。
2)背隙要求
“超精密”级单级和双级减速机的背隙分别为3acr-min和5 arc-min。
“精度”级单级和双级减速机的背隙分别为5 acr-min和8arc-min。
“标准”级单级和双级减速机的背隙分别为8acr-min和10arc-min。
3)减速机类型或方向(直线型或直角型)
直角型减速机有三个独立选项:标准轴、双轴和空心轴。
西藏零机械设备:伺服式PLE60-125二段伺服减速箱
4、什么是伺服电机?伺服电动机又称执行电动机,在自动控制系统中,用作执行元件,把所收到的号转换成电动机轴上的角位移或角速度输出。分为直流和交流伺服电动机两大类,其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降,直流电机------指使用直流电源的动力电机。 步进电机------以多相脉冲驱动,以步距角为单位跳步转动的电机。 伺服电机------控制用的电机。分交流和直流两种,转向可逆,也可带减速机构。 步进电机和伺服电机的区别在于: 1、控制精度不同。步进电机的相数和拍数越多,它的度就越高,伺服电机取块于自带的编码器,编码器的刻度越多,精度就越高。 2、控制方式不同;一个是环控制,一个是闭环控制。 3、低频特性不同;步进电机在低速时易出现低频振动现象,当它工作在低速时一般采用阻尼技术或细分技术来克服低频振动现象,伺服电机运转非常平稳,即使在低速时也不会出现振动现象。
1、为改善齿轮和轴承工作受力条件,大型圆柱齿轮减速器宜采用分流式减速器。分流式减速器的高速级齿轮常采用斜齿,一侧为,另一侧为右旋,轴向力能互相抵消,两侧轴承载荷比较均匀。为了使左右两对斜齿轮能自动调整以便传递相等的载荷,其中较轻的小齿轮轴在轴向应你人能作小量游动。此型减速器可用于较大功率,变载场合
2、传动功率很大时,宜采用双驱动式或中心驱动式减速器。双驱动式或中心驱动式减速器的布置方式是由两对齿轮副分担载荷,因此有利于改善受力状况和降低传动尺寸,设计这种减速器时应设法采取自动平横装置使各对齿轮副的载荷均匀分配。
3、以动力传动为主的传动,宜采用蜗杆齿轮减速器。对于以动力传动为主,长期连续运转、功率较大的传动,宜采用蜗杆齿轮减速器,这是因为蜗杆传动在高速级时,滑动速度较高,有利于齿面油膜形成从而使摩擦因数下降蜗杆传动效率提高,若传动功率不大,或以传递运动为主,则可以采用齿轮蜗杆减速器,这可以使结构较紧凑
4、 传动比不可太大。在减速或增速传动中,每 传动的传动比太大时大小轮相差悬殊,反而不如用两级传动合理。
5、行星齿轮减速器应有均载装置,行星齿轮减速器一般3-5个行星轮,由于误差等这些行星轮之间的载荷分配常会出现不均匀现象。为了使各行星轮均载,有各种均在装置。常用的有基本机构浮动和采用柔性结构两大类,对于静定结构用基本构件浮动即可,对非静动结构,则应采用柔性结构,如行星轮用性承
6、不对称齿轮轴系中,宜将小齿轮安排在远离转距输入端。在二级或多级展式齿轮减速器中,因齿轮在轴承间不对称布置,当轴弯度和扭转变形后,会使齿轮沿齿宽载荷分布不均匀。综合考虑弯曲和扭转变形的影响,应当将小齿轮安排在远离转距输入端,则由于扭转变形可以抵消一部分由轴的弯曲变形而引起的齿宽载荷不均匀现象,因而改善了齿面接触,提高了承载能力
7、二级锥齿轮减速器中,锥齿轮传动布置在高速级。二级和二级以上锥齿轮减速器常油锥齿轮和圆柱齿轮组成,因为大尺寸的锥齿轮较难,且小锥齿轮油常常悬臂在轴上,为了使其受力小些,因此应该把锥齿轮传动布置在高速级,以减小其尺寸,便于提高精度。
西藏零机械设备:伺服式PLE60-125二段伺服减速箱
+
PW210-L1-FL-FLM1-FML2-FL1-FL1M1 2-FH-FHM1 PW210-L2-FL-FLM1-FML2-FL1-FL1M1 2-FH-FHM1 2-FC-FCM1 2-003 -004
PW210-L2-FL-FLM1-FML2-FL1-FL1M1 2-FH-FHM r> PW210-L2-FL-FLM1-FML2-FL1-FL1M1 2-FH-FHM1 2-FC-FCM1 2-008 -010
PW210-L3-FL-FLM1-FML2-FL1-FL1M1 2-FH-F
PW210-L3-FL-FLM1-FML2-FL1-FL1M1 2-FH-FHM1 2-FC-FCM1 2-015 -016
PW210-L3-FL-FLM1-FML2-FL1-FL1M1 2-FH 25
PW210-L3-FL-FLM1-FML2-FL1-FL1M1 2-FH-FHM1 > PW210-L3-FL-FLM1-FML2-FL1-FL1M1 2-FH-FHM1 2-FC-FCM1 2-040 -050
当今的竞争环境要求模具商不能只会制模,当面对用户提出的诸多问题时还要具有多面手的能力,当用户问到我们应当使用什么收缩率?时,他们需要充当塑料 的角色;当问到我们需要多高的模具温度,升温速度是多少?时,他们就需要是充当工艺师;而当问到还有其它制品脱模的方法吗?,他们又需要充当自动化工程师。在过去这种多面手是根本不存在的,而现在凭借压力传感器的作用,就可使模具商具备这一能力。这种压力传感器可被在注塑机的喷嘴、热流道系统、冷流道系统和模具的模腔内,它能够测量出塑料在注模、充模、保压和冷却过程中从注塑机的喷嘴到模腔之间某处的塑料压力。